 178-8737-5999
178-8737-5999
行業資訊
流體裝卸臂的檢驗和試驗
時間:2025-07-14 17:57:20 來源:和昌機械 點擊數:
1、每個旋轉接頭在輸油臂系統中的試驗符合《輸油臂壓力試驗和氣密性試驗》。
2、旋轉接頭主密封圈試驗:
 (1)主密封圈彈性試驗:將試驗主密封圈裝在試驗工裝內的壓力狀態下,保持48小時后取出,其壓縮不大于10%為彈性合格。
(1)主密封圈彈性試驗:將試驗主密封圈裝在試驗工裝內的壓力狀態下,保持48小時后取出,其壓縮不大于10%為彈性合格。
(2)主密封圈壽命試驗:將試驗主密封圈裝在旋轉接頭試驗臺上,打壓至2.5Mpa ,然后帶壓旋轉,連續超過10小時無泄漏,即為壽命試驗合格。
(3)主密封圈強度試驗:將試驗主密封圈裝在旋轉接頭試驗臺上,按照設計壓力0.5P、1.0P、1.5P、2.0P、每種狀態下保持至少30分鐘,若無泄漏,則為主密封圈強度試驗合格。
3、旋轉接頭的整體試驗
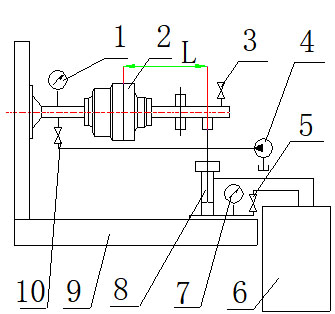
試驗用設備和儀表參見圖一。
試驗中旋轉接頭所加的基準載荷由設計壓力和1.9Mpa 二者中較高的一個壓力來確定.本試驗方法中設定基準軸向載荷為Fa,基準最大彎矩為M。在試驗中,旋轉接頭實際加載為:
軸向載荷=1.9Fa
最大彎矩=1.9M.(式中的1.9為安全系數)
將上述載荷換算成管道和液壓缸的內壓,假定管道的公稱口徑為D,液壓缸活塞的面積為S。
則:管道的內壓:P=7.6Fa/πD2
液壓缸的內壓:P’=1.9M/SL(L見圖一)。
試驗步驟:
按圖所示將旋轉接頭安裝在試驗臺上。
打開放空閥3,啟動壓力泵4,放空閥3有液體溢出時,關閉閥3,升壓至試驗壓力P’,關閉閥10。
啟動液壓站,當壓力表7升至試驗壓力P’時,關閉閥5。
在上述兩狀態共同作用下,保壓10分鐘,轉動旋轉接頭2,觀察其泄漏和變形情況,若無泄漏和變形,其結果應滿足于HG/T21608-96 5.2的要求。
工藝管線上環焊縫要求氬弧焊接,焊接質量符合《焊接質量檢驗規范》,并參照標準GB/T12469。
旋轉接頭密封面上的承壓焊接和堆焊應進行100%液體透過性試驗,檢查并確定焊接區上沒有缺陷。
流體裝卸臂組裝完畢后,一般在系統中根據輸送介質及業主要求做水壓試驗,氣密性試驗。水壓試驗的壓力為設計壓力的1.5倍。
在無特殊要求情況下,液壓試驗介質為潔凈水,氣壓試驗介質為壓縮空氣或隋性氣體。
水壓試驗的具體方法按《液壓試驗工藝規范》執行。
氣密性試驗的具體方法按《氣密性試驗工藝規范》,并參照GBJ235-82《工藝管道施工用驗收規范》執行。
在試驗過程中,如遇泄漏,不得帶壓維修,缺陷消除后重新試驗。試驗完畢后。拆除所有盲板及輔助設施,校對記錄,填寫試驗報告附于隨機文件中。
整機性能試驗前提條件是:零部件合格,卸車臂附件裝配齊全。
整機平衡試驗:
整機裝配完畢后,先試驗外臂平衡操作,檢驗操作是否滿足要求,其次試驗內臂平衡操作,檢驗內臂是否滿足要求,然后試驗水平回轉操作。檢查操作是否滿足要求,手動操作力大小應滿足技術規定要求,并參照HG/T21608-2012執行。外臂在工作范圍內任意位置平衡。
整機操作范圍試驗:
整機平衡操作合格后,根據產品包絡圖,模擬現場條件,試驗是否能滿足最高和最低工作位置,水平最大位置和最大伸展角度是否達到規定要求。
將整機試驗操作力和極限位置尺寸填寫檢測項目表中。
整機性能試驗中任何一項不合格者,產品將不能出廠。
2、旋轉接頭主密封圈試驗:
(1)主密封圈彈性試驗:將試驗主密封圈裝在試驗工裝內的壓力狀態下,保持48小時后取出,其壓縮不大于10%為彈性合格。(2)主密封圈壽命試驗:將試驗主密封圈裝在旋轉接頭試驗臺上,打壓至2.5Mpa ,然后帶壓旋轉,連續超過10小時無泄漏,即為壽命試驗合格。
(3)主密封圈強度試驗:將試驗主密封圈裝在旋轉接頭試驗臺上,按照設計壓力0.5P、1.0P、1.5P、2.0P、每種狀態下保持至少30分鐘,若無泄漏,則為主密封圈強度試驗合格。
3、旋轉接頭的整體試驗
試驗用設備和儀表參見圖一。
試驗中旋轉接頭所加的基準載荷由設計壓力和1.9Mpa 二者中較高的一個壓力來確定.本試驗方法中設定基準軸向載荷為Fa,基準最大彎矩為M。在試驗中,旋轉接頭實際加載為:
軸向載荷=1.9Fa
最大彎矩=1.9M.(式中的1.9為安全系數)
將上述載荷換算成管道和液壓缸的內壓,假定管道的公稱口徑為D,液壓缸活塞的面積為S。
則:管道的內壓:P=7.6Fa/πD2
液壓缸的內壓:P’=1.9M/SL(L見圖一)。
試驗步驟:
按圖所示將旋轉接頭安裝在試驗臺上。
打開放空閥3,啟動壓力泵4,放空閥3有液體溢出時,關閉閥3,升壓至試驗壓力P’,關閉閥10。
啟動液壓站,當壓力表7升至試驗壓力P’時,關閉閥5。
在上述兩狀態共同作用下,保壓10分鐘,轉動旋轉接頭2,觀察其泄漏和變形情況,若無泄漏和變形,其結果應滿足于HG/T21608-96 5.2的要求。
焊接檢驗
所有焊縫不得有漏焊、表面裂紋、夾渣、焊瘤、燒穿、弧坑、氣孔和溶合性飛濺等影響性能和外觀質量的缺陷。工藝管線上環焊縫要求氬弧焊接,焊接質量符合《焊接質量檢驗規范》,并參照標準GB/T12469。
旋轉接頭密封面上的承壓焊接和堆焊應進行100%液體透過性試驗,檢查并確定焊接區上沒有缺陷。
流體裝卸臂水壓試驗、氣壓試驗
流體裝卸臂水壓和氣壓試驗是對產品工藝管線強度嚴密性進行質量控制。流體裝卸臂組裝完畢后,一般在系統中根據輸送介質及業主要求做水壓試驗,氣密性試驗。水壓試驗的壓力為設計壓力的1.5倍。
在無特殊要求情況下,液壓試驗介質為潔凈水,氣壓試驗介質為壓縮空氣或隋性氣體。
水壓試驗的具體方法按《液壓試驗工藝規范》執行。
氣密性試驗的具體方法按《氣密性試驗工藝規范》,并參照GBJ235-82《工藝管道施工用驗收規范》執行。
在試驗過程中,如遇泄漏,不得帶壓維修,缺陷消除后重新試驗。試驗完畢后。拆除所有盲板及輔助設施,校對記錄,填寫試驗報告附于隨機文件中。
流體裝卸臂整機性能試驗
整機性能試驗是對卸車臂整體使用性能和操作范圍質量控制。整機性能試驗前提條件是:零部件合格,卸車臂附件裝配齊全。
整機平衡試驗:
整機裝配完畢后,先試驗外臂平衡操作,檢驗操作是否滿足要求,其次試驗內臂平衡操作,檢驗內臂是否滿足要求,然后試驗水平回轉操作。檢查操作是否滿足要求,手動操作力大小應滿足技術規定要求,并參照HG/T21608-2012執行。外臂在工作范圍內任意位置平衡。
整機操作范圍試驗:
整機平衡操作合格后,根據產品包絡圖,模擬現場條件,試驗是否能滿足最高和最低工作位置,水平最大位置和最大伸展角度是否達到規定要求。
將整機試驗操作力和極限位置尺寸填寫檢測項目表中。
整機性能試驗中任何一項不合格者,產品將不能出廠。
下一篇:返回列表



